Metal Powders – Frequently Asked Questions
Below you can find the answers to some of the more frequently asked questions concerning metal powders, their uses, production and physical properties. If you cannot find the answer to your question, or if you would like to submit an question and answer, please use the contact form here.
What industries use metal powders the most in AM?
In reality the AM sector is still a relatively small industrial consumer of metal powders. However, from the industrial user base it is the aerospace, medical, energy (including oil and gas, and power generation) and automotive (mainly motorsports) sectors that are the major consumers of metal alloy powders. There is growing interest and use in other parts of industry, such as in the semiconductor process and electronics industries, as well as within general engineering that includes mechanics and heavy plant equipment.
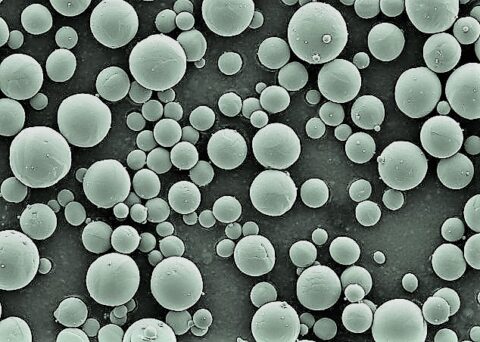
How are metal alloy powders made?
Metal alloy powders are most commonly produced from molten alloys using either Gas Atomisation (GA) or Water Atomisation (WA). The liquid metal is broken into fine droplets that solidify into powder particles with controlled sizes and morphology. In more recent years, however, other techniques are coming to the fore and are being used to produce ever greater volumes of powder. The next most common for the AM sector is Plasma Atomisation (PA), but other techniques utilise ultrasonic devices, and even purely mechanical processes.
What is the typical size range of metal alloy powders used in AM?
When the powder is produced there can be anything from 1 µm all the way up to several hundred microns, and part of the production process includes separating the powder into distinct ranges. Nearly all metal AM processes will use powder that is between 10 µm and 200 µm, sub-divided into smaller ranges specific to the AM technique being used. Fine powders, 10-25 µm, are used in binder jet applications. Medium powders, 15-75 µm, are used in many of the powder bed fusion (PBF) processes, but are also now being used in the Cold Spray AM (CSAM). Whereas, larger powders, 45-150 µm, often referred to as coarse powders, are used primarily in blown powder techniques, known as Directed Energy Deposition (DED). Ultrafine powders under 1 µm are also used in certain ink jetting processes, but these are much less common, and have not seen much success in industry.
What metal alloy powder is the most commonly used in AM?
For a very long time it was steel powders that were the most commonly used in AM, and alloys such as 316L, 17-4PH, 15-5PH and M300 maraging steel dominated the sector in the early days. However, one other specific alloy group was in high demand during the early adoption of metal AM, Cobalt-Chrome. This was introduced as a dental alloy, but also found applications in the development of medical devices and implants parts.
Then, as acceptance of metal AM increased, the introduction of titanium alloy Ti6Al4V, and nickel super alloys 718 and 625, changed the situation very quickly between 2010 and 2020. These alloys have been the focus of a tremendous amount of work in the Aerospace and Oil & Gas sectors, and through this have accelerated the adoption of metal AM.
Lastly, during the same 2010-2020 period aluminium alloys were introduced and spurred the development of more processes and applications. First to become popular was AlSi10Mg, and this still dominates the scene today. It has a host of similar compositions that are in widespread use, but has been followed by a number of Al-Si, Al-Zn-Mg, Al-Cu, Al-Mn alloys from industry. However, we should note that AM has also enabled the development of several new aluminium alloys, and this could be the fastest growing group of new alloys for AM.
Looking ahead, alloy development for metal AM will continue to increase greatly and applications are already demanding a wider selection of alloy powders, such as copper alloys, high entropy alloys, and hard metals.
Can metal alloys that are difficult to work with be made into powders?
One major advantage of working with metal powders is the ability to produce complex shapes in alloys like nickel superalloys, titanium, steels, aluminium, and other metals that are known to be difficult to machine, weld, cast, forge or produce by what are consider conventional processes. So, since most metals can be melted they could be atomised by one of the now popular processes. Certain metals may require more specific methods to turn them into powder, but there are a growing number of new powder production process that are being developed for individual use cases.
What AM techniques are used to make parts from metal powders?
The metal additive manufacturing sector has expanded to include a number of competing technologies to produce components and finished parts. The very earliest technologies used deposition technology first developed from laser surface cladding. This eventually evolved to what is now referred to as Laser Directed Energy Deposition (Laser DED). However, it was Powder Bed Fusion (PBF) that first made metal AM popular, and this was either via Electron Beam (EB-PBF), or Laser (LPBF) melting of the powders.
Binder Jetting has been a more recent development, and there are essentially two variants of this: selective printing of the binder on to a bed of metal powder, or green machining following full area binder jetting, and where parts are formed by machining a partially consolidated bed of powder.
Lastly, Cold Spray AM is on the rise as one of the newer solid state processes where parts are formed by introducing the metal powder into a super sonic stream of gas. The resultant spray deposits to form parts, and at very high production rates. The main disadvantage of CSAM, is that it sacrifices part detail for production speed, with deposition rates of 6-10 kg per hour forming near net shape components.
What controls the quality and properties of metal alloy powders?
The properties of any AM parts are highly dependent on the quality of the powder used as feedstock in the AM processes. Hence, the production of metal powders calls for tightly controlled methods and procedures, and requires strict monitoring of alloy composition and the equipment used to atomise powders.
Since each AM technique requires powder with different specifications, the particle size distribution, powder morphology, apparent density, flow characteristics, microstructure, moisture, and final composition are all measured, tested and, if necessary, certified against an increasing number of international standards.
What are the main advantages of using metal alloy powders?
The use of metal powder in AM, compared to wire based processes, allows for greater variety of alloys and the production of parts with higher levels of complexity. This is because wire based AM techniques are essentially adaptations of welding and this has limitations on the complexity and the production of fine details. Using metal powders for AM applications also does result in less materials wastage in the production of parts, and can reduced the logistical costs for a business since less storage space is required for powders compared to any other forms of metals.
Can metal alloy powders be recycled?
Yes, in many cases used metal powders can be recycled, either directly back through the same AM process, or as feedstock in the production of more powder. It may be necessary for some metal powders, that contain elements that are classified as hazardous materials, to require specialised equipment and procedures to recover the metals safely. However, as a general rule of thumb all handling of metal powders should be carried out with caution.
When re-using powder in any AM process it will be necessary to have controls in place to ensure recycled powders remain within specified limits as set out by and process control documents or international standards. This is particularly important for alloys that contain volatile elements, and for oxygen concentrations.