Overview of Metal Powders
This brief overview provides some basic information about the production and typical characteristics of of metal powders; an essential raw material in additive manufacturing today.
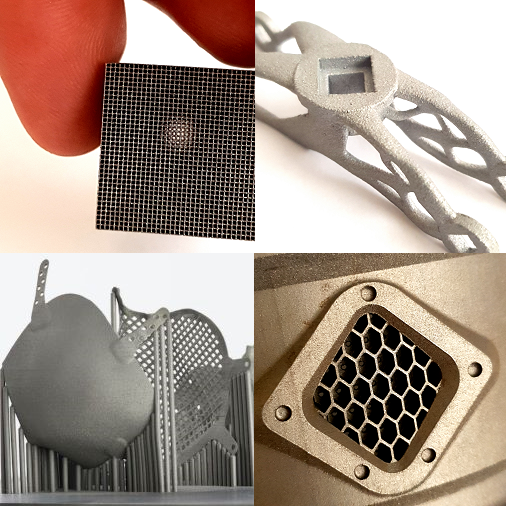
Metal alloy powders can be produced by several different processes, and within the AM sector are mainly produced by atomising. Although the name may imply something different, it really means producing particles that are measured in microns (µm), rather then Angstroms (A°) or nanometres (nm). The process is given the name atomisation simply because it refers to the methods employed to form very fine droplets of liquid metal. No matter how the droplets are formed, they rapidly solidify into powder particles with a final size and shape that is determined by the different methods. Powders can be spherical or irregular in shape, often referred to as the morphology, and usually have a homogeneous composition.
To date, there have been two main processes for producing metal powders: Gas Atomisation (GA) and Water Atomisation (WA). This refers only to the spray method that is used to both break up the flow of liquid metal and the rapid cooling that forms the particles. Both techniques, however, can use several different processes to melt the metal and pour it for atomising. Similarly, there are various forms of feedstock materials that can be used in metal powder production. These can be elemental blends, pre-alloyed billets, scrap metal, and even mixtures of all three. By far the greatest volume of powder, globally, is produced via water atomisation and this is used in an array of both traditional powder metallurgy applications, and the niche requirements of other industrial processes. Where more stringent control of the final product is required, then gas atomisation tends to be favoured. As the names imply, the only really significant difference between WA and GA is that the former uses a high pressure jet of water, and the latter an inert gas. Each process forms the droplets and cools the metal particles in similar fashions, but with different results, most easily distinguishable by quality.
Read more about powder production.
Common alloys used in Additive Manufacturing
The last two decades has seen an increase in the number of metals and alloys that are commercially available in powder form. Many arising directly from the need to introduce greater capabilities in metal additive manufacturing. However, whilst the world of manufacturing processes hundreds, if not thousands, of different alloys, in AM there is still only a relatively small list of available materials. Below are just some of the more common metal alloy powder types used in AM today, serving only as an indicator of what materials are currently available:
| Alloy Type | Key Alloys | Applications |
|---|---|---|
| Nickel alloys | Inconel, Monel, Hastelloy, Rene | Aerospace, chemical plants |
| Cobalt alloys | Cobal-Chrome, F75 , Stellite | Cutting tools, biomedical |
| Tool steels | M300, H13, M2, M4 | Cutting tools, molds |
| Stainless steels | 316L, 17-4PH, 15-5PH, Duplex, 420 | Implants, marine hardware |
| Titanium alloys | Ti-CP, Ti-6Al-4V, Ti-6Al-7Nb | Aerospace, medical |
| Aluminium alloys | AlSi10Mg, F357, 6061, 7075, 2024 | Automotive, aerospace |
| Copper alloys | Pure, GR-Cop42, Ni-Al-Bronze | Electrical contacts, bearings |
Properties of Metal Alloy Powders
Metal AM depends very much on key characteristics of the powders that are used as feedstock; these determine their performance in the AM processes and the properties of the parts being made:
Properties of Metal Alloy Powders
| Property | Typical Values | Significance |
|---|---|---|
| Particle size | 10 – 150 μm | Affects flow, packing density, melt characteristics, and surface finish. |
| Particle morphology | Shape (spherical, irregular), uniformity (satellites, porosity), integrity (fractured, agglomerates) | Impacts flowability, energy absorption in PBF, and sintering |
| Apparent density | 1 – 5 g/cc | Influences the volume of free flowing powder at rest and is an important consideration when calculating shrinkage. |
| Tap density | 2 – 8 g/cc | Indicates packing efficiency and susceptibility to compaction. |
| Flow rate | 5 – 90 s/50g | Measure of flowability, affects powder delivery and deposition characteristics. Poor flowability can lead to short feeds and failed builds. |
| Oxygen content | <100 – >1000 ppm | Oxides on powder surfaces can interfere with certain AM processes. Causes porosity, brittleness, oxidation and other phase changes within AM parts. |
| Carbon content | <1000 ppm | Forms carbides and affects mechanical properties, corrosion resistance, thermal stability. Higher levels of C can lead to severe cracking in some metals during the AM process. |
Controlling powder characteristics like particle size distribution, morphology, density, and chemistry is, therefore, critical to achieving repeatable performance and quality. The unique solidification conditions during gas atomization result in fine, homogeneous microstructures. A spherical powder shape improves packing density. Careful control of defects and surface quality ensures reliable performance.
Specifications of Metal Alloy Powders
Metal alloy powders must meet certain specifications that are now specific to their use in metal additive manufacturing. It’s common that these documents determine the limits for chemical composition including levels of permitted impurities, particle size distribution, apparent density, flow rate, and dictate the test methods that must be used to determine actual values. Both national and international organisations, such as British Standards, ISO, ASTM, and SAE International, have a growing list of standards that can be used for the production of powders, storage and handling, and subsequent use in AM.
Often there are specific test standards for certain chemical elements within alloy types, such as testing for hydrogen and oxygen in titanium alloys, and these are usually listed in the individual standards for the specific alloy powder. However, there are also some generic test standards used for all alloy powders. as show below:
Metal Alloy Powder Specifications
| Parameter | Standard |
|---|---|
| Particle size | ASTM B214 |
| Apparent density | ASTM B212 |
| Tap density | ASTM B214 |
| Flow rate | ASTM B213 |
Frequently Asked Questions
Size Range of Metal Alloy Powders
Metal alloy powders are classified into different size ranges based on the particle or grain size:
Metal Alloy Powder Size Range
| Size Range | Particle Size |
|---|---|
| Ultrafine | <5 μm |
| Fine | 5-25 μm |
| Medium | 15-70 μm |
| Coarse | 45-250 μm |
Cost of Metal Alloy Powders
At the time that metal additive manufacturing started to become popular the cost of buying the alloy powders was considered to be very high. Most of the time this was controlled by the metal AM system vendors themselves since the market was not yet familiar with sourcing these raw materials for themselves. Nowadays there are many more suppliers and competition is on the increase so prices have fallen quite considerably. However, still to this day metal alloy powder prices can be higher than other conventional forms, like sheet, bar, and billets, since there are other manufacturing steps involved to produce powder, adding to the cost. It may take some more time for prices to be considered ‘normal’, but still, the opposite can be the case when powder is manufactured directly from elemental feedstock. For instance, to produce a tonne of 316L stainless steel from elemental feedstock would cost much less for metal powder compared to rolled sheet. The latter involves many more operations to produce the final form, and requires a far greater initial investment in equipment and plant.
These days many powder producers also use a considerable amount of scrap materials as feedstock for their processes and this helps to keep the overall costs down. Ultimately, as metal powders slowly move towards being an industrial commodity, it is expected that pricing will also stabilise at lower levels, and this will no longer be seen as a barrier to adoption of metal AM.